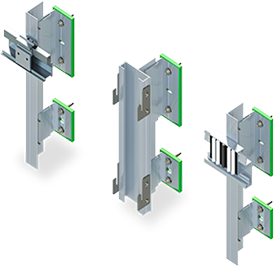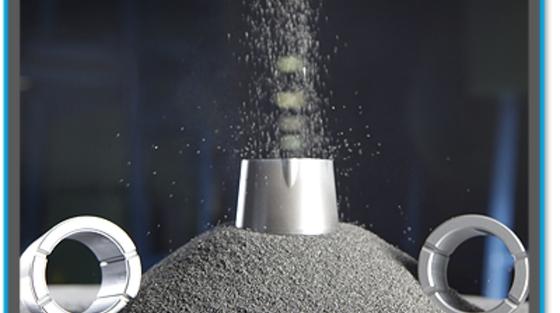




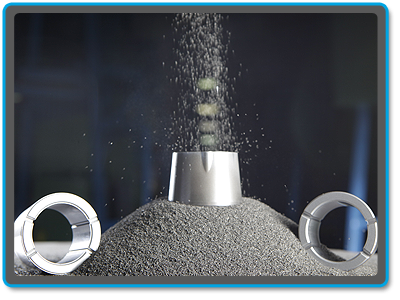



Powder Metallurgy (PM) is a green technology. It consumes lesser energy and utilizes more than 95% of raw material as compared to other manufacturing processes as shown in above figure. PM uses powder made by recycling scrapped metals. Automotive industry uses around 80% of PM stainless steel components like sensor bosses, ABS sensor rings, seat belt locks, rear-view mirror brackets, etc.
Automotive industry uses powder metallurgy only when consistent mass production of net-shape precision, critical, intricate and non-standard parts are required and that too at cheaper rates.
Another reason automotive industry uses PM is that the powder used for PM is produced by recycling scrapped metals and hence the cost of raw material is low. While PM produces net-shape components at a cheaper rate, a lot of PM components require secondary operations like machining as per their applications. If certain factors are not considered during machining, it can lead to unnecessary increase in the cost of PM parts.
The blog discusses three factors which can help manufacturers in avoiding unnecessary increase in the cost of PM parts. The factors are base material, manganese sulfide (MnS) content, and sintering atmosphere. Let’s look into each factor.
1. Base Material
An example of SS 316L (austenitic) and SS 430L (ferritic) sintered steel is considered. If the machining is done for these materials in absence of coolant i.e. dry machining, austenitic steel is difficult to machine as compared to ferritic steel. The alloy content of 316L is higher than the alloy content of 430L. As the alloy content increases, the thermal conductivity decreases. Therefore, tool wear is high during machining of 316L as the heat produced is transferred to tool. Higher tool wear will lead to frequent tool changes and hence adds to the cost of machining.

The cost bar shown above is divided into 3 parts – Bottom part is fixed cost, second part gives variable cost fraction if ferritic material is machined and top part is the additional cost if austenitic material is machined.
2. MnS content

Machinability of PM materials is improved by adding machining aids like MnS as shown in the above figure. The MnS particles are distributed within the pores present in the PM material. During the machining operation, MnS coats the rake face of the tool, thus having a lubrication effect at the tool-chip interface. The MnS inclusions initiates fracture in pore-free chips which results in the formation of discontinous chips instead of helical chips. Discontinous chips can be easily removed from the cutting zone and thus it can reduce tool wear.
The addition of 0.5% MnS increases powder price and it has to be considered whether it is cheaper to add 0.5% MnS or use powder without machining aid.
3. Sintering atmosphere
Stainless steel can be sintered in pure hydrogen or nitrogen containing atmospheres. Due to cost factor, sintering is carried out in nitrogen containing atmospheres. This leads to nitrogen contents of up to 1% by weight which exceeds solubility at room temperature. Therefore, chromium nitrides are formed during cooling phase. Formation of chromium nitrides increases overall hardness. Increased hardness leads to abrasive wear of the cutting edges of the tool and leads to earlier tool failure.
When producing metal parts for your applications using PM process, all the factors must be considered in order to minimize the cost arising out of secondary processes like machining. A minute reduction in cost per part will lead to a net large savings as these products are mass manufactured. At Karkhana.io, we have manufacturing experts who have expertise in manufacturing sensor bosses and the factors affecting the cost of these parts. Submit your requirement to app.karkhana.io and we will be happy to work with you!